Ok, internet. I'm reaching out here. 😮💨
I've been trying for a few months now to find someone capable of doing a machining project. After MANY frustrating conversations with machinists who find this job either too small (for their big shop) or too large (for their boutique shop) I'm posting here for reach and boosts, etc...
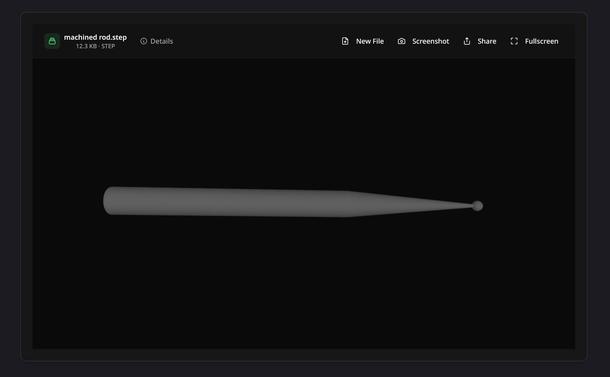
My goal is to take steel rod stock (likely stainless, but this is flexible based on pricing) in either 7/16" or 15/32" diameter (either should work, i believe) and do the following operations to it:
1. cut to 6" length (ultimately, if this has to be done in long batches first, it could then be parted out at the end)
2. give one end a very small radius (either 1/16" or 1/32" radius)
3. machine the other end down toward a point shape but then leave a "ball" on the end. (this ball doesn't have to be perfectly round at the tip, but it would be nice to come as close as possible)
I have a STEP file for this project, but you can see a rendering of it in this post.
Thankfully the source rod stock would be easily-obtained sizes and nothing exotic. (We can also adjust the overall length of the resulting parts so that there's no waste... like if we take a 4' segment of source rod but the cutting kerf means that the resulting pieces are a shade under 6" in length overall, that's fine... the idea would be to yield eight parts from a 4' source piece of stock)
The goal would be to produce at least a dozen of these rods, but ideally we'd scale that up to 50 or even 100 pieces, if that improves the pricing. The timeline would be for me to take delivery of at least a dozen finished pieces no later than May 5th... but if we can turn out more of them well before that, well this is a plus.
Does ANYONE out there find this project appealing to take on?
Or, if you KNOW a machinist, would you share this project with them to see if they are interested?
Feel free to boost this, etc etc. Thanks! 😊👍