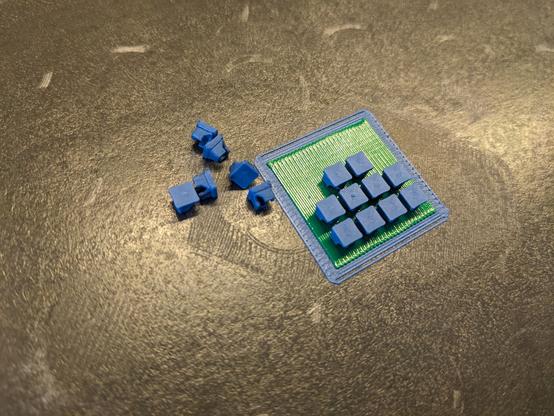
Finally catching a bit of free time for hobby stuff, so I'm testing some ideas I had for #Thrixels V2.
I'm still very proud of my original work, but it had very complicated geometry, was slow and difficult to print, and its limitations meant that any time I wanted to start a big project with them, it just went straight into the too-hard basket.
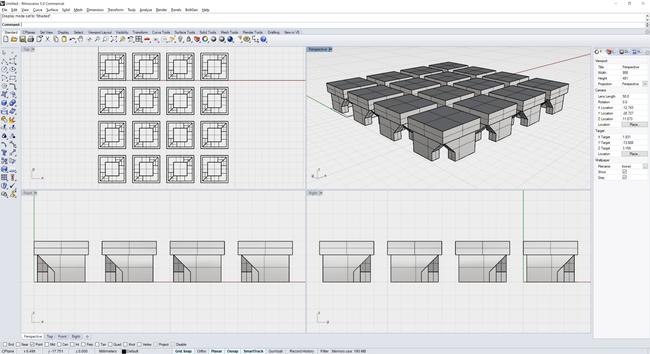
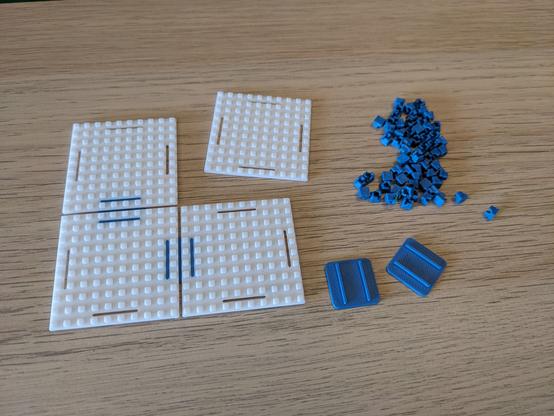
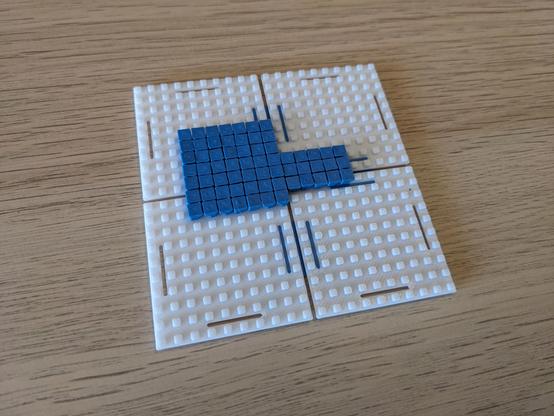
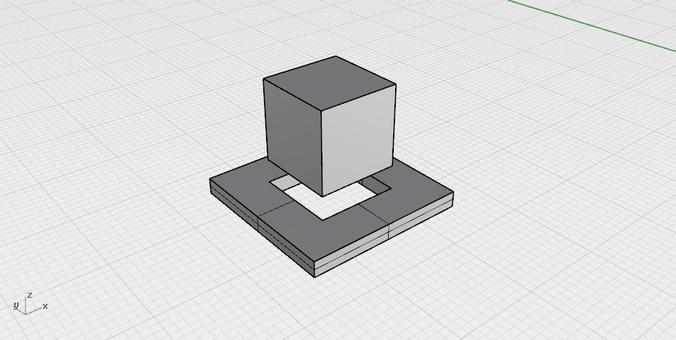
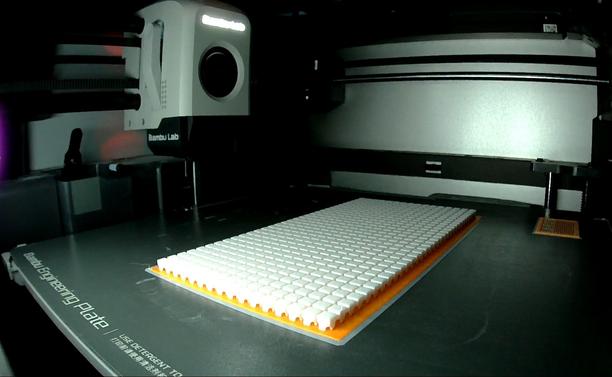
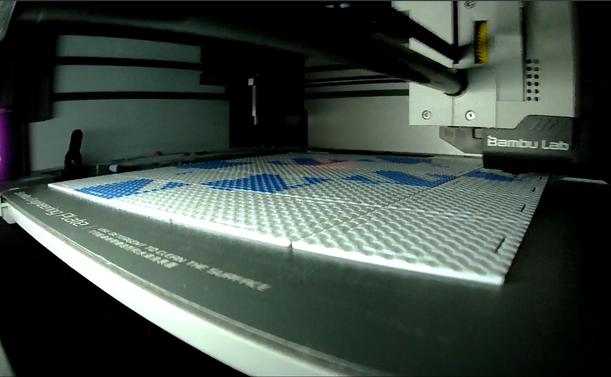
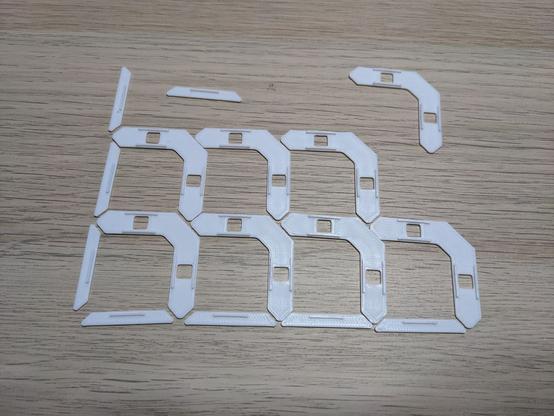
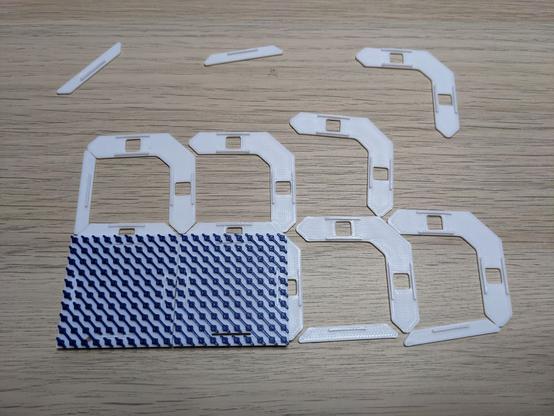
Here I'm shrinking and stabilising parts while increasing footprint area for reliability, and testing a fix for large projects warping. #3Dprinting