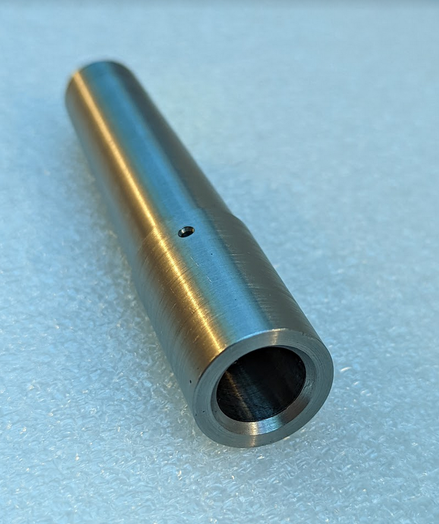
I've never before bored a hole this long with such a high aspect ratio through steel; ⅝" almost 5" long.
First try, I broke about an inch off the end of my pilot drill right in the middle and after a lot of work failed to rescue.
Second try, I used a larger 3/16" 6" aircraft drill as a pilot, but it wandered. I ended up using a 2-flute ⅜" end mill in both ends for alignment and drilling through, which got me close enough for final drill and ream.