In conclusion, MIG welding mild steel with 70S-6 wire requires careful selection of settings to achieve optimal results.
Read more 👉 https://lttr.ai/Aj8Ei
In conclusion, MIG welding mild steel with 70S-6 wire requires careful selection of settings to achieve optimal results.
Read more 👉 https://lttr.ai/Aj8Ei
Shielding Gas Selection And Flow Rates For 70S-6 Wire On Mild Steel
Read more 👉 https://lttr.ai/AjdYI
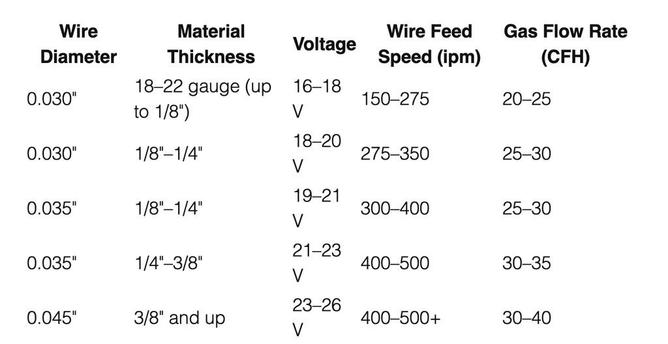
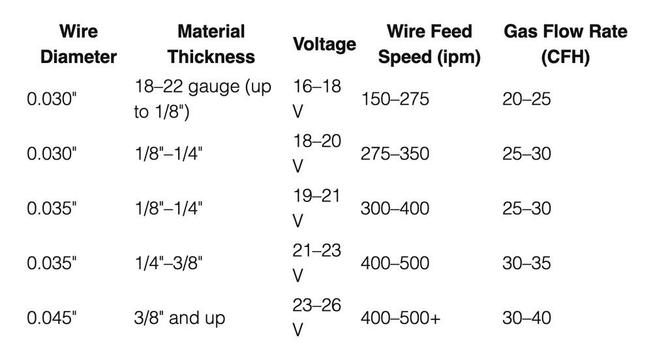
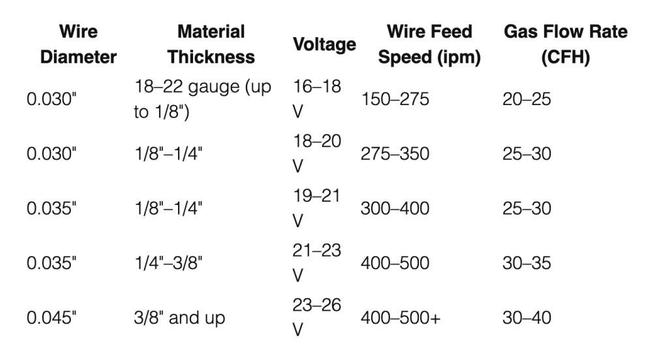
The recommended gas flow rate typically falls between 20 and 30 cubic feet per hour (CFH), ensuring adequate coverage of the weld area.
Read more 👉 https://lttr.ai/Ai1JJ
In addition to these primary settings, factors such as shielding gas composition, travel speed, and torch angle also play a role in the final weld quality.
Read more 👉 https://lttr.ai/AicDa
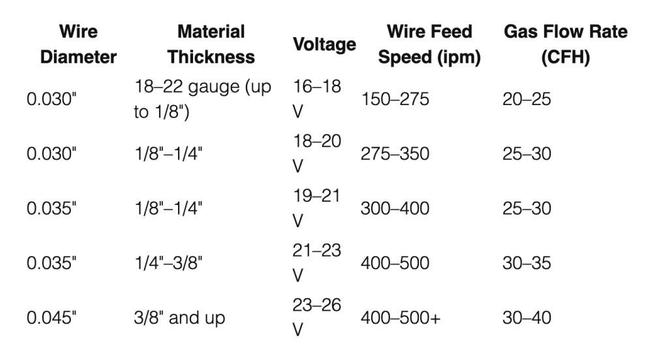
These settings include voltage, wire feed speed, shielding gas composition, and other key parameters that directly influence weld quality.
Read more 👉 https://lttr.ai/AiDxv
However, if welding is performed outdoors or in areas with significant drafts, it may be necessary to increase the flow rate slightly to compensate for the potential loss of shielding gas coverage.
Read more 👉 https://lttr.ai/AiANg

The most commonly used shielding gas for MIG welding mild steel with 70S-6 wire is a mixture of argon and carbon dioxide.
Read more 👉 https://lttr.ai/Ah8wV
The most common shielding gas mixture for MIG welding mild steel with 70S-6 wire is 75% argon and 25% carbon dioxide (C25).
Read more 👉 https://lttr.ai/Ah7HI
Therefore, understanding the appropriate shielding gas mixtures and their optimal flow rates is fundamental for achieving consistent and high-quality results when working with 70S-6 wire on mild steel.
Read more 👉 https://lttr.ai/Ah4xb

MIG Welding Mild Steel: Recommended Settings for 70S-6 Wire: https://lttr.ai/Ah2jM